���ػ������������ϵͳ��ʵ��
���ߣ�ȫ��MRO�ۺϷ����� �����DZ�����������Դ��ȫ��MRO�����DZ������� ������� ����ʱ�䣺2006-3-18
˫�����Ի���ͺͽ�����Ϣ��ָ�������������ϵͳ���������״̬�¿�����������ͷʵʱ�ɼ������ӹ�״̬ͼ��Ͳ�������ͼ����λͼ��ʽ���沢��ʱ���͵��ͻ�����ʾ�ӹ�״̬����״̬����ʵʱ���͵��ͻ������������Ϳͻ���֮��Ҳ����ͨ����������������Խ������������������ڿͻ�����Զ�̿���ϵͳ�����п��Ա༭���ؼӹ����룬Ȼ�����ش��봫�ݵ��������У������ص�PMAC �ϵȴ�����ָ��ӿͻ�������������ͻ����ӹ�����ָ����ƻ�����ת��ͬʱ���շ��������͵���Ϣ����̬���ӻ����ӹ������ͨ��Զ�̿��Ƴ��ͻ������������Ļ����ӹ����������ܵ��Ի�����
2.2 �������ϵͳӲ���ṹ
�������������һ��NCǶ��PC �͵Ŀ���ʽ����ϵͳ��ϵͳ�Ŀ�������Ϊ3�ᣬ��������Ϊ2�ᣬ��ϵͳ�Թ�ҵPC��Ϊ������CNC���ں˲�������DELTATAU��˾�Ƴ�PMAC-LITE�Ϳɱ�̶����˶���������PC �ϵ�CPU��PMAC����CPU��������ʽ˫�������ṹ������CPU����ʵ����Ӧ�Ĺ��ܣ�����PMAC��ɲ岹���㡢λ�ÿ��ơ��������ٶȴ����Լ�PLC��ʵʱ���ƣ�PC��ͨ������Pcomm32�������������Ӧ���ܺ�����ʵ������ϵͳ�Ļ������ܡ�Ϊ��ʵ��PMAC�����˶����ƵĹ��ܣ�������PMAC������չ��Ӧ��I/O�塢�ŷ�������Ԫ���ŷ�������������ȣ������γ�һ�������Ŀ���ϵͳ������ϵͳ����"������+ �ͻ���"��ʽ������ϵͳ�����ڷ������ϣ�����������������ڿͻ����ϣ��������Ϳͻ���ͨ��������ͨ�ŵ���������Intranet/ Internet �ϣ����ػ����ϰ�װCCD ����ͷ���������ӻ����ӹ��������ͨ��ͼ��ɼ���������������ת���ʵʱ�ɼ����棻�������Ϳͻ���PC�Ͼ������������ܣ��Ա����ͨ���Ի��ܸ��õĽ�������ϵͳӲ���ṹ��ͼ3 ��ʾ��
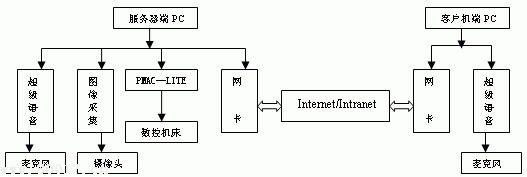
ͼ3 �������ϵͳӲ���ṹͼ2.3 �������ϵͳ�������
�����Ѻõ��˻���������κο���ϵͳ�Dz���ȱ�ٵġ���ϵͳ������Ʋ���Windows ����еķָ��Ӽ�����������ϵͳ�˻�����ֳɶ����Ӵ��ڡ���ߵĴ���Ϊͼ����ʾ���ڣ�ʵ�ֻ����ӹ����̵�ͼ����ӣ���
����������ȫ�������DZ�MRO��_������http://www.80017.cn/ �ṩ��
ע:�����ĵ��Բ�����ֱ������,���Ҽ�����������ֻ�'�������'ͼ��,Ȼ��ѡĿ������Ϊ,�������ر���
(������Դ��ȫ�������DZ�MRO��_������)
- ��һƪ�����DZ��������£� ̸�������ȷ���������ж���ѡ��
- ��һƪ�����DZ��������£� AI �DZ����Ƶ�����ۺ�Ӧ��
 | ǯ�ε�������ʹ�÷��� | 5��11�� |
| ��Яʽ�������ǵ�ʹ�÷��� | 5��11�� |
| ʲô��ҵ�ʺ�ʹ�ú�������� | 5��10�� |
| ���ߴ���������Զ��ҽ�Ƽϵ | 5��10�� |
| ����ѡ����ӳӳ��ش����� | 5��3�� |
| ��������ǵ�Ӧ�� | 5��2�� |
| ����������Ӧ������6���ص� | 5��2�� |
| ʾ����ʹ���ߵ��������⣬ | 5��2�� |
| ��ν��������·�ֹ��� ��»�� | 4��27�� |
| ��»����������н����Ĵ����� | 4��27�� |

 | ���ñ���β������ | 5��2�� |
| ͭоͭ��������þ��Ե������� | 5��20�� |
| ���ʵ�������������֮��� | 4��20�� |
| AWG��mm���� | 4��6�� |
| ����ճ�ȵ�λ����� | 5��20�� |
| ��ο��ٿ�����·ͼ | 5��20�� |
| ���µĺ��ӱ� | 5��20�� |
| Ʒ �� �� �� ֪ �R | 5��20�� |
| ��Ӱ������Ѳ������ | 5��2�� |
| �����DZ�ѧ��:һ�����͵���鵥 | 4��12�� |


 ���������������ip4��iP2
���������������ip4��iP2