��
���� c������ְ�մ��PEPE�ͺ�����ϴ�����ã��ⶨ��Ĥ������Ϊ3����
2��3��5������ְ�մ��PEPE�ͺ�����ϴ�������������������6��
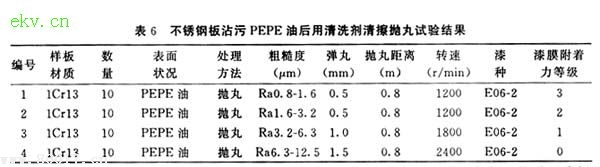
�ɱ�6��֪��
����
a������ְ�մ��PEPE�ͺ�����ϴ��������������裬����ֲڶȲ���ΪRa0��8��Ra1��6��mʱ���ⶨ��Ĥ������Ϊ3����
����
b������ְ�մ��PEPE�ͺ�����ϴ��������������裬����ֲڶȲ���ΪRa1��6��Ra3��2��mʱ���ⶨ��Ĥ������Ϊ2����
����
c������ְ�մ��PEPE�ͺ�����ϴ��������������裬����ֲڶȲ���ΪRa3��2��Ra6��3��mʱ���ⶨ��Ĥ������Ϊ1����
����
d������ְ�մ��PEPE�ͺ�����ϴ��������������裬����ֲڶȲ���ΪRa6��3��Ra12��5��mʱ���ⶨ��Ĥ������Ϊ0����
2��4��������
ͨ��������������ǰ���洦������Ӧ���о����Ը��ֱ��洦�����շ����ĶԱȷ�������ϴ���ף��磩��ȱ���ǰ���������Ա���ҵ��Ʒ��˵����ʧΪһ����ѵı��洦�����ա����ڲ�����֬����ϴ�����������ϴ�����渽�����൱����������֬����ϴ���ظ����ã��ɱ��ͣ���������ϴ�����ظ����ã����ӷ�������ȫ�������������֬��������ϴ����������������豸�Ƚ��Ӵ�������ֻ�����ڲ�Ʒ���ͼ���ˮ������������ѡ���������豸������ֱ��Ϊ1��0��1��5mm����������ӹ���ֲڶȲ�����ΪRa6��3��Ra12��5��m����ʹ���������ĸ������ﵽ�������״̬��
3������ʽ���������洦��������
������������ȷ����Ϊ˫�Ӹ����ṩ�����ݣ������ƶ����豸�ļ������������豸������ѡ�͡�
3��1�������ҵ�Ҫ��Ҫ���㹻�IJ����ռ䣻��Ҫ�пɿ����Ͷ�����װ�ü���ȫ��֤��ʩ���۹������������ֲڶ�ΪRa6��3��Ra12��5��ÿСʱ���������С��30m2��
3��2�������ҵ�Ҫ�ٲ��ò�������壻��Ӧ����������ϵͳ������֬����ϴ�Զ���ɣ����������Ӧ��1m���ϡ�
3��3�������ҵ�Ҫ��Ҫ���㹻�IJ����ռ䣻��Ҫ�пɿ����Ͷ�����װ�ü���ȫ��֤��ʩ����ͨ��Ҫ�м���ϵͳ��
����
�������Ҳ������Ƶع�С�����ӣ�С������10t���ϣ��ɷֱ����ÿһ�������ҵ����������Է���������֤��ͼ��������ȷ�ϣ�����ѡ���������մ�Ϳװ��������˾���豸���漴�������豸�����졢��װ��
����
���豸��װ�ڼ�Է�����ʱ�����˸Ľ���������Ӧ������Ҫ���豸��װƽ�沼��ͼ���£�
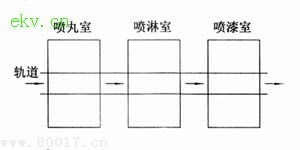
���������ҡ������ҡ���������������м���С��������ӣ�С�������ڹ���ϴ�Խ�����ң��γɼ���ʽ��Ʒ���洦����ˮ�ߡ���Ʒͨ����������ҽ��б������账���ɽ��б�����ϴ��Ҳ��ͨ��������ֱ�ӽ������������ᡣ����Ʒ��������ͼ�ʱ������ϴʱֻҪ����Ʒ�����������ڣ����ͻᰴ��Ԥ���趨�õij����Զ��Բ�Ʒ��������۽���ȥ�͡���ϴ������ϴ�ɾ��IJ�Ʒ���ɺ����ᡣ������õ¹�WIWA�����豸�����豸���ص��dz�������Ч�ʸߡ�����ѹ���ߡ����������Ҽ���ؽ�ʡ�����ϡ�
4����㸽������֤����
�����豸ʹ�úԾ����豸���洦������Ͳ�Ʒ��������ḽ���������²��������֤��
4��1����Ʒ��
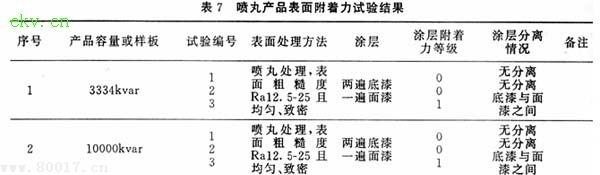
4��1��1������Ʒ���������������账��������ֲڶȴﵽRa12��5��25��m�������ܡ����ȣ�������Ƥ�����������������ҳ���ѹ������������
4��1��2��������һ�����ֿ�ɻ������ᣨE06��2�������¸�����Сʱ��ͬ������ڶ�����ᣬ���¸�����Сʱ���������һ���ϡ��۰������ᡣ
4��1��3����Ʒ�������δ�����账�������ò����á����Ͳ��á���ϴ�����ú����������һ�����ᡣ
4��1��4�����ְ�����һ��������账������һ�����������ϴ�������б�����Ϳ��
4��1��5���ڲ�Ʒ����������账������������ֲڶȾ��ȣ�����Ҫ�����ܣ����б�����Ϳ��
4��2����������
����
��GB9286��1988��ɫ���������Ĥ�Ļ������顷��������������ұ�ANSI��ASTM
D3359��1978���ý�������ⶨ�����������и��������ԡ�
4��3�����鷽��
4��3��1���ֱ�ȡ�����账����δ�����账���IJ�Ʒ�����������ϲ����²�����������衢��Ϳ�Ͼ��ȵIJ�λ���л����и�����Ϊ6�����Ϊ2mm���ý����Ը���λ����ճ��������Ǧ�ʶ��˵���Ƥ��ƽ�ȵ�Ħ���������۲콺���������ɫ���ж��Ƿ��Ѿ��ͽ���ճ������ճ������90��30s�IJ���ʱ���ڣ���ס������һ�ˣ���������ԭλ�þ����ܽӽ�180��ķ���Ѹ�ٽ�����˺�¡����÷Ŵ���������Ϳ��ӵײĻ�ǰһ��Ϳ���������������������ÿ̨������3�����飬����������7��
4��3��2���ֱ�ȡ�����账����δ�����账�������壬�ڱ�Ե�����Ե5mm���ϣ�������������ͬ���ķ�������6�����飬����������7��
4��3��3��ȡ�����账�������弰��Ʒ������ϴ����ϴ��������һ�����ᣬ�ڱ�Ե�����Ե5mm���ϣ�������������ͬ���ķ�������3�����飬����������8��

[1] [2] ��һҳ
����������ȫ�������DZ�MRO��http://www.80017.cn/ �ṩ��
ע:�����ĵ��Բ�����ֱ������,���Ҽ�����������ֻ�'�������'ͼ��,Ȼ��ѡĿ������Ϊ,�������ر���
(������Դ��ȫ�������DZ�MRO��)
- ��һƪ�����DZ��������£� ���۽�����������еĽ��ܷ�ʽ
- ��һƪ�����DZ��������£� ����ʽ����������������
 | ʹ��Ԫ�ط����ǹ��������Ԫ�� | 6��7�� |
| ��һ����ɫ��������ɫ����ȫԪ | 6��7�� |
| ʵ����ѡ����ѧ����������ע�� | 6��7�� |
| �������Ϸ���������ά������ | 6��7�� |
| ҽ�ú��������ǻ���ԭ�� | 6��6�� |
| ��������֪ʶ�ʴ� | 6��1�� |
| 4������˵��ʪ�ȴ������ĺû� | 5��30�� |
| �������Ļ���ЧӦ | 5��29�� |
| ���ѡ��ѹ�������� | 5��29�� |
| ����������Ӧ��������ǰ�絲 | 5��26�� |

 | ���µĺ��ӱ� | 5��20�� |
| Ʒ �� �� �� ֪ �R | 5��20�� |
| ���ñ���β������ | 5��2�� |
| ���ʵ�������������֮��� | 4��20�� |
| ���¾�Ե�������ȷ���� | 4��28�� |
| ����ճ�ȵ�λ����� | 5��20�� |
| AWG��mm���� | 4��6�� |
| ��ο��ٿ�����·ͼ | 5��20�� |
| ��������ֲڶ�������ԽС���� | 4��20�� |
| ����װ���еĵ�����·��ƺͰ� | 5��20�� |


 �����
�����